
断面研磨における樹脂埋め(樹脂包埋)とは|目的・エポキシ選定・現場のコツを解説
断面研磨の品質は、研磨前の樹脂埋めも非常に大きな要因の一つです。エポキシを選ぶ理由、脱泡を疎かにした時に起きること、異常硬化など現場の知見をまとめました。
最終更新: 2026年6月1日
樹脂埋めとは
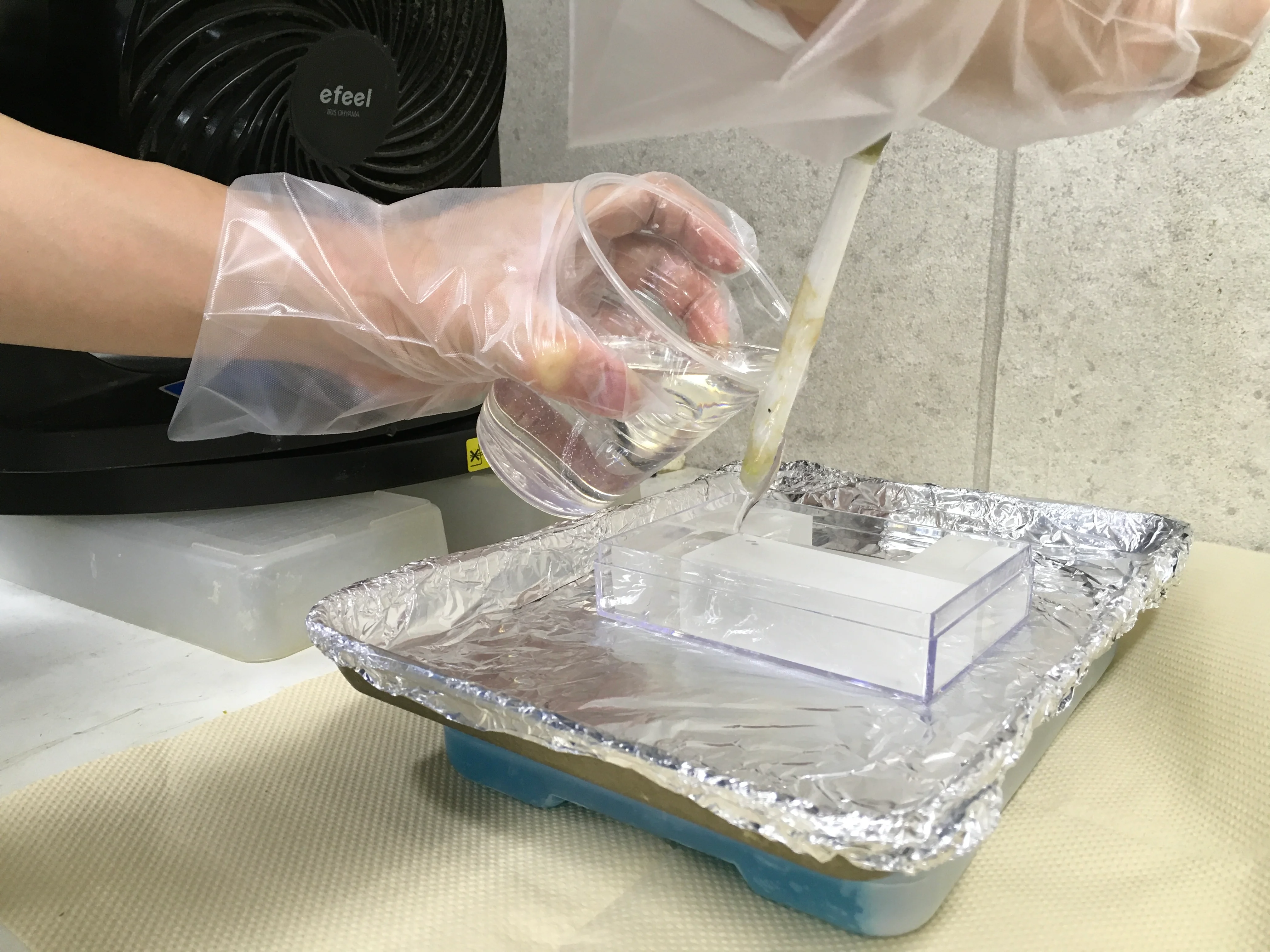
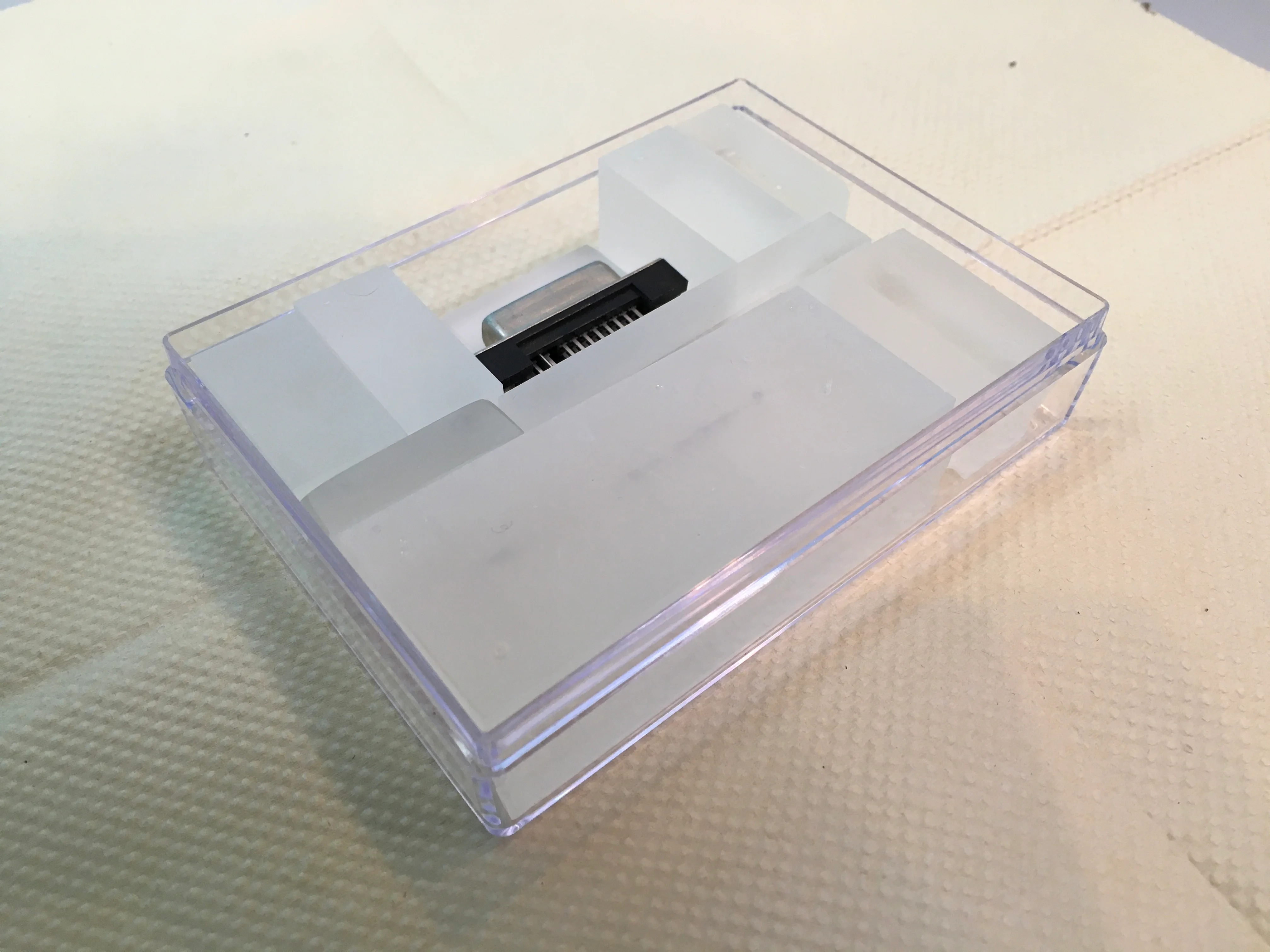
樹脂埋め(樹脂包埋)は、試料をモールド(弊社ではプラスチックケースや、タッパなど)に入れてエポキシ樹脂を流し込み、固める工程です。断面研磨の前処理段階に当たります。 試料をそのまま研磨盤にかけることはできません。薄いチップや小さな部品を固定するということはできず、エッジ付近を観察したい場合は研磨中に欠けないよう周囲を保護しておく必要があります。 「樹脂に入れて固めるだけ」に見えますが、ここを雑に行ってしまうと後工程の全てが崩れてきます。研磨部品が斜めに埋まってしまうと、ミスの原因にもなるため非常に繊細な工程になっています。
エポキシ樹脂が使われる理由
半導体などを樹脂埋めする際は、エポキシ樹脂が一般的に使われています。 エポキシ樹脂は収縮率が小さく、硬化するとき試料との間に隙間ができたり、樹脂自体にヒビが入る事が非常に少なく重宝されています。研磨中は水・アルコール・研磨液を使いますが、エポキシ樹脂はこれら3つでは変容することが少ない事が知られています。 また、エポキシ樹脂の硬度が金属・セラミックス・半導体のいずれにも同じような硬さになっており、樹脂のみが早く削れてしまって断面が上手く出ないという不具合が一部のクリスタルや抵抗などを除き起きにくくなっています。一般的には半日ほど硬化に時間がかかります。
脱泡を省くと何が起きるか
樹脂を埋め込む際に、必ず実施することが脱泡という行為です。脱泡をおろそかにすると試料と樹脂の境界や部品の中の微細な空気が残っている部分が存在し、研磨中に試料が剥がれたり研磨屑が空気穴に入ってしまい傷の原因になります。「研磨がうまくいかなかった」という原因を調べると、脱泡不足の為やBGAなどで樹脂が中に浸透しきっていなかったからという事が少なくありません。 真空脱泡装置で減圧するとぶくぶくと気泡が抜けていきます。逆に圧力を戻せば樹脂が試料の細部まで少しずつ入り込み、隙間なく密着した状態で硬化を始める事が出来ます。BGAのアンダーフィル下、コネクタの内部、多孔質セラミックスなど、形状が入り組んでいる試料ほど気泡は抜けにくく、そういう試料の場合は基板自体を斜めにして空気が抜けやすい形を取り脱泡を実施します。
120gを超えると、異常硬化の可能性が。
エポキシ樹脂の硬化は発熱反応の為、樹脂の量が多いほど熱が逃げにくくなり、内部の温度が上がっていきます。 一度に使う樹脂が120gを超えると、温度が上がりすぎて樹脂が急激に固まって内部にクラックが入ったり、試料との密着が失われたりする異常硬化という現象が起こります。 保冷剤をモールドの下に敷いたり、扇風機で風を当てたりして熱の蓄積を緩やかにすることで熱の異常硬化を防止できます。試料が非常に大きければ、一度に流し込まず複数回に分けて硬化させることもあります。樹脂の量が多い案件は、標準の工程時間より余裕を持って組む必要があります。 120gを超える量が必要な場合、あらかじめ固めた樹脂をモールドに入れておき、その上から液状の樹脂を追加する方法があります。固まった樹脂は発熱に寄与しないため、実質的な液状樹脂の量を抑えながら全体の量を確保できます。
まずはご相談ください
断面を出したいが、何から始めればよいかわからない、という段階からでも構いません。半導体・セラミックス・電子部品・接合部など、幅広い試料に対応しています。まずはご相談をお待ちしています。