エポキシ樹脂の異常硬化(硬化不良)とは?実際に検証してみた
配合比・攪拌・投入量・放熱の4条件を意図的に崩した対照実験を実施。60℃を超える発熱でプラスチックカップが溶け、硬化後の樹脂は波打ちと白濁が発生しました。断面研磨への影響と防止のための条件を整理します。
最終更新: 2026年6月12日
異常硬化とはなにか
エポキシ樹脂は主剤と硬化剤を混ぜることで化学反応が始まり、熱を出しながら固まります(発熱反応)。少量であれば発生した熱は自然に逃げるため問題になりません。 量が増えるほど、単位時間に発生する熱の総量が増えます。同時に、表面積に対して体積が大きくなるため、熱の逃げ場がなくなっていきます。内部温度が上がると硬化反応がさらに加速し、さらに発熱するという連鎖が始まります。 これが異常硬化です。少量では何も起きなかった樹脂が、量を変えるだけで制御不能な発熱を起こします。配合比のズレや攪拌不足が加わると、連鎖はより早く、より激しくなります。
エポキシ樹脂の硬化不良が起きる原因
硬化不良は「速すぎる方向」と「遅すぎる方向」の両方で起こります。どちらも、エポキシが主剤と硬化剤の化学反応で発熱しながら固まる、という性質から来ています。 速すぎる方向:配合比のズレ(硬化剤が多い)・攪拌不足・投入量が多すぎる・放熱不足。発熱が逃げ場を失って自己加速し、暴走的な発熱(異常硬化)になります。 遅すぎる方向:温度が低い・硬化剤が少ない・樹脂量が少ないのに風を当てて冷やしすぎる。反応に必要な熱が足りず、硬化が進まない・固まりきらない状態になります。 硬化剤の量はエポキシ当量に対して過不足なく配合するのが最適とされ、比率がズレるとどちらの方向にも崩れます。以降のセクションで、比率・量・温度それぞれの影響を分けて見ていきます。
硬化剤の比率・量が硬化に与える影響
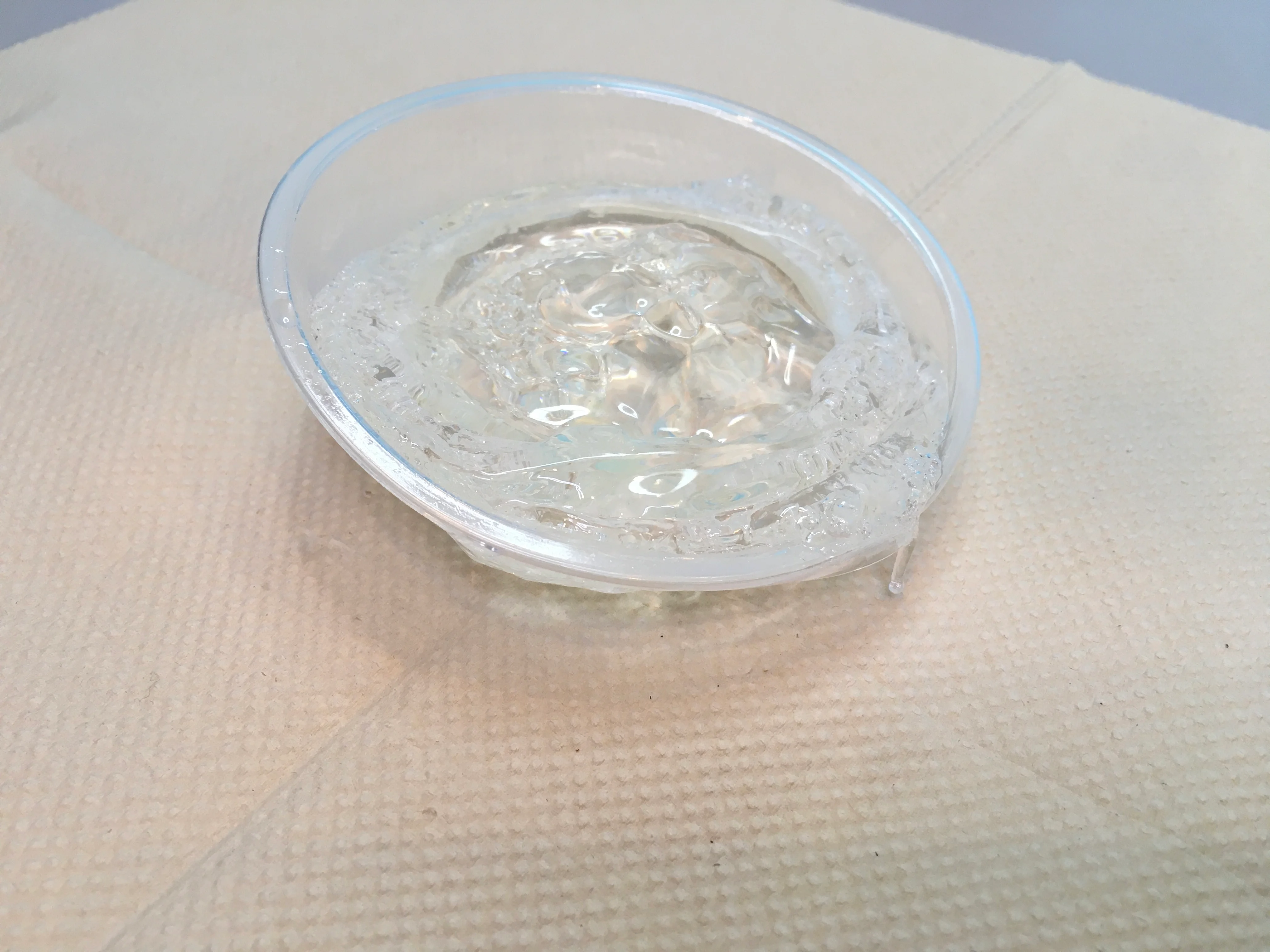
硬化剤は「多く入れれば早く・強く固まる」ものではありません。エポキシ樹脂は、主剤のエポキシ基と硬化剤の反応点が過不足なく結びついたときに最も安定して硬化します(アミン系硬化剤ではほぼ当モル配合が最適)。この比率からズレると、余った成分が反応に使われず残り、硬化不良や物性低下の原因になります。 実務で見落とされがちなのが、比率が変わると発熱量=温度の上昇幅が変わるという点です。硬化剤を増やすほど単位時間あたりの反応が増え、発熱が大きくなります。弊社の実験では、通常 5:1 のところを 10:3(硬化剤1.5倍)にしただけで、30分で60℃を超える暴走的な発熱が起き、隣のプラスチックカップが溶けました。 逆に硬化剤が少なすぎると発熱が立ち上がらず、反応が自走しないまま硬化が遅れたり、固まりきらず表面がべたついたりします。「固まらないから硬化剤を足す」「早く固めたいから多めに入れる」はいずれも逆効果で、断面研磨用途では決められた比率を0.1g単位で守ることが結局いちばん確実です。
| 硬化剤の比率 | 硬化挙動 | 主なリスク |
|---|---|---|
| 適正(当モル/例 5:1) | 安定して発熱・硬化 | — |
| 多すぎる(例 10:3) | 発熱・温度上昇が急増 | 暴走発熱・気泡・白濁・物性低下 |
| 少なすぎる | 発熱が立ち上がらない | 硬化遅延・未硬化・べたつき・強度低下 |
異常硬化を防ぐために徹底している4条件
弊社の樹脂埋め工程では、異常硬化を防ぐために以下の4点を徹底しています。 ・主剤:硬化剤を5:1で0.1g単位で正確に計量する ・しっかりと攪拌し、液体が透明になるのを確認してから樹脂埋めを実施する(未混合の部分を作らない) ・一度に入れる樹脂量を120g以内に抑える ・硬化中は風を当てて放熱を促す なお、120gを超える場合でも保冷剤を下に敷いて熱を下げれば、180g程度まで問題なく使えることを確認しています。
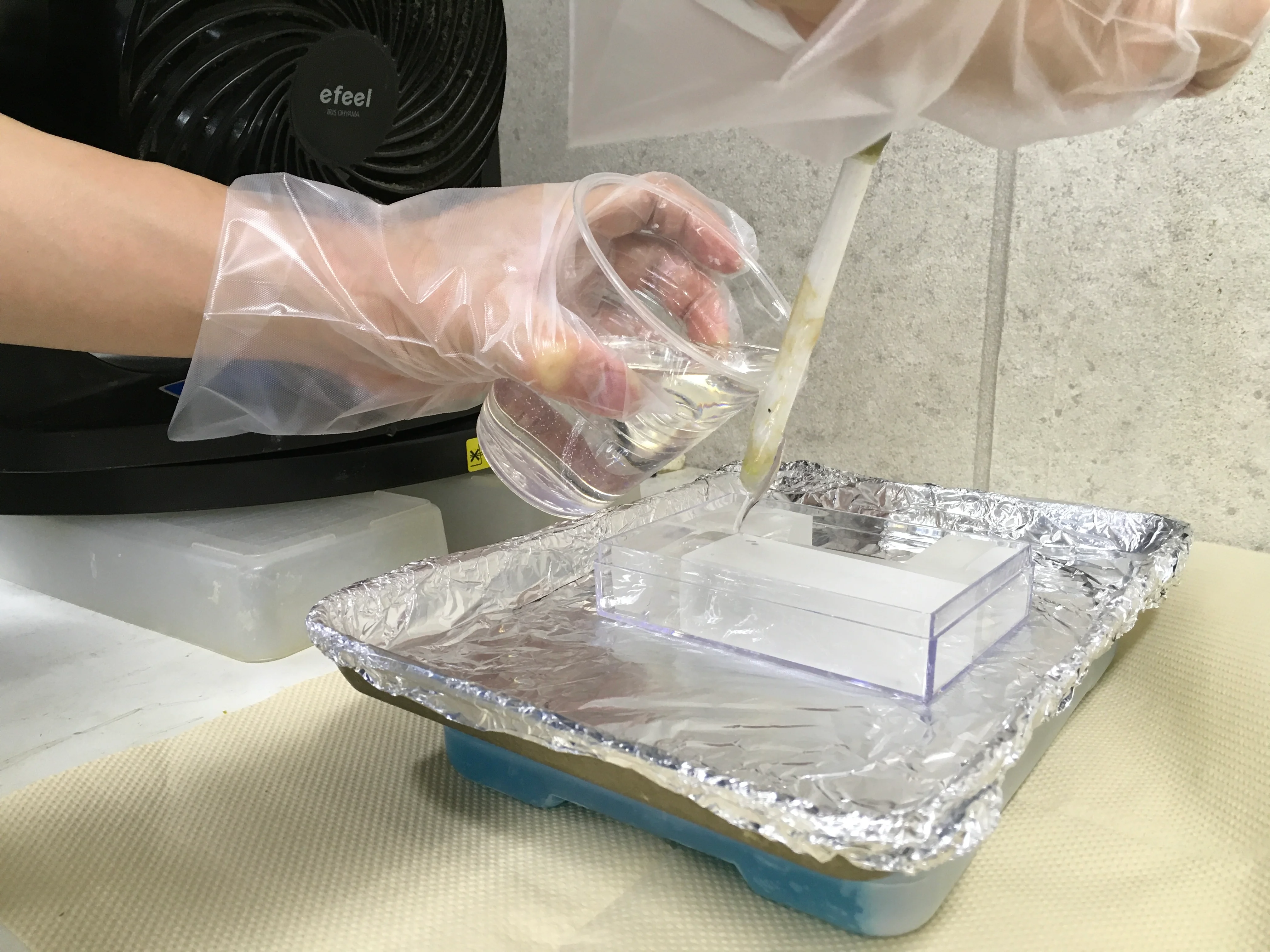
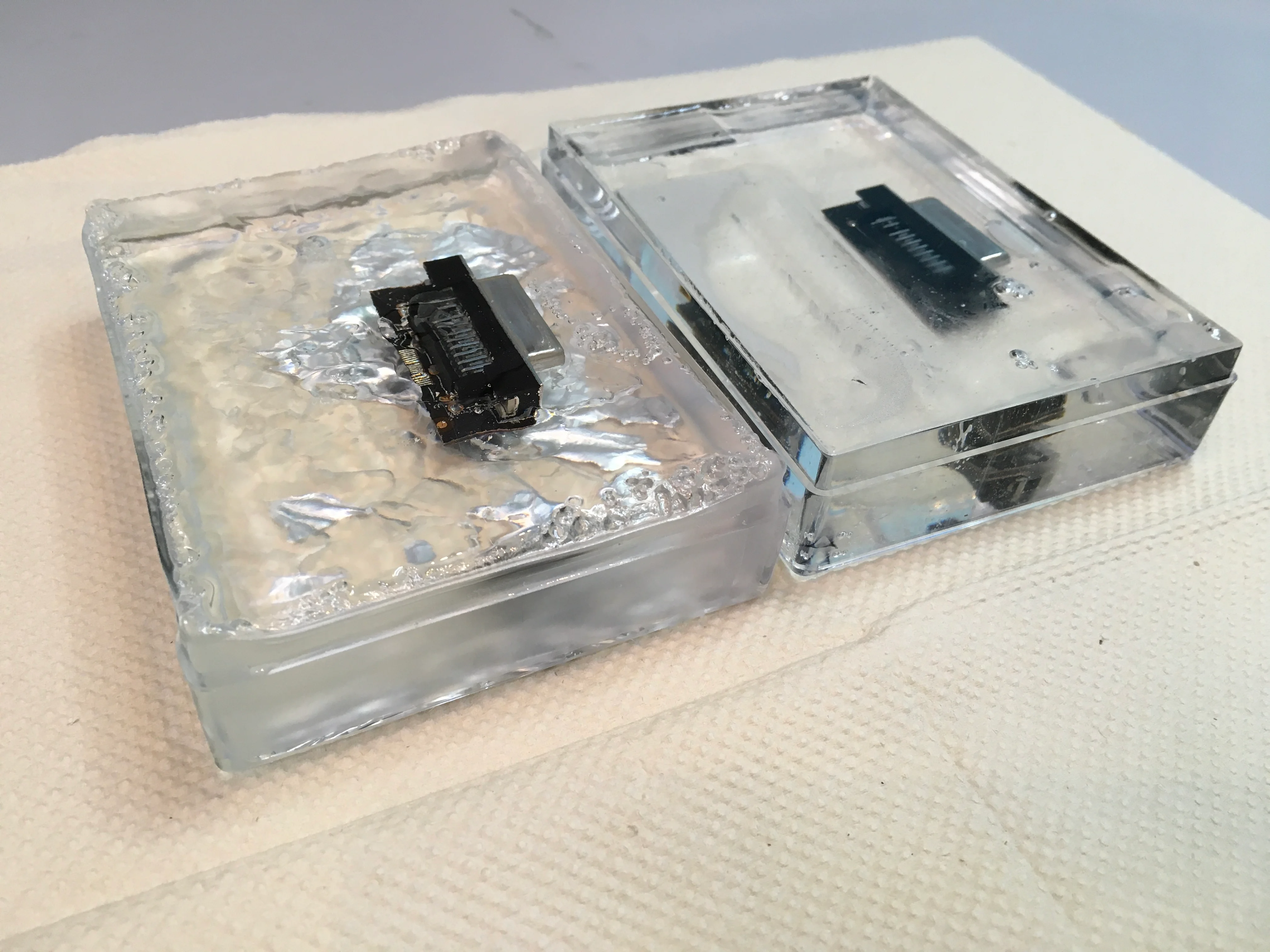
4つの条件を全て崩して実験した
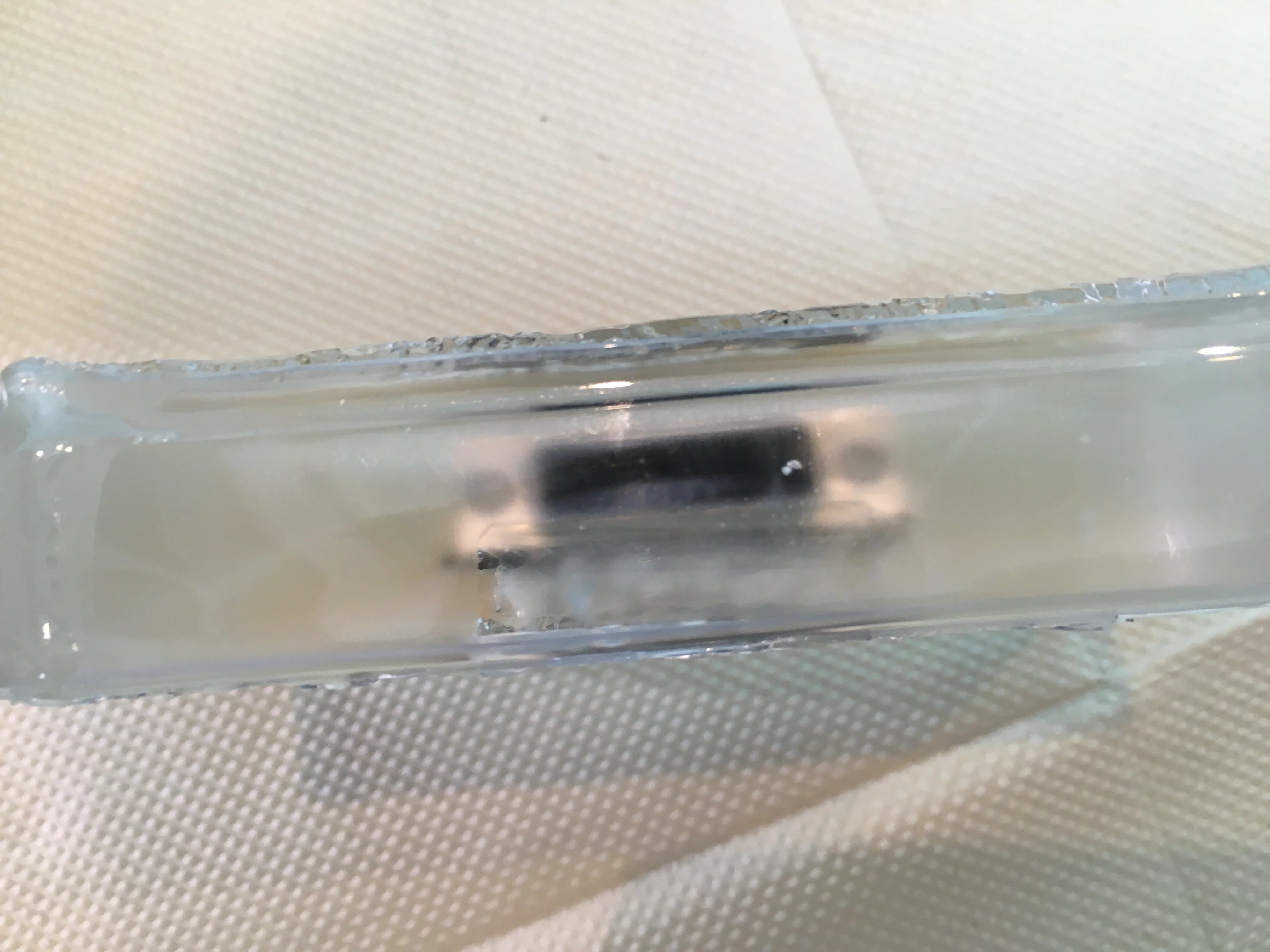
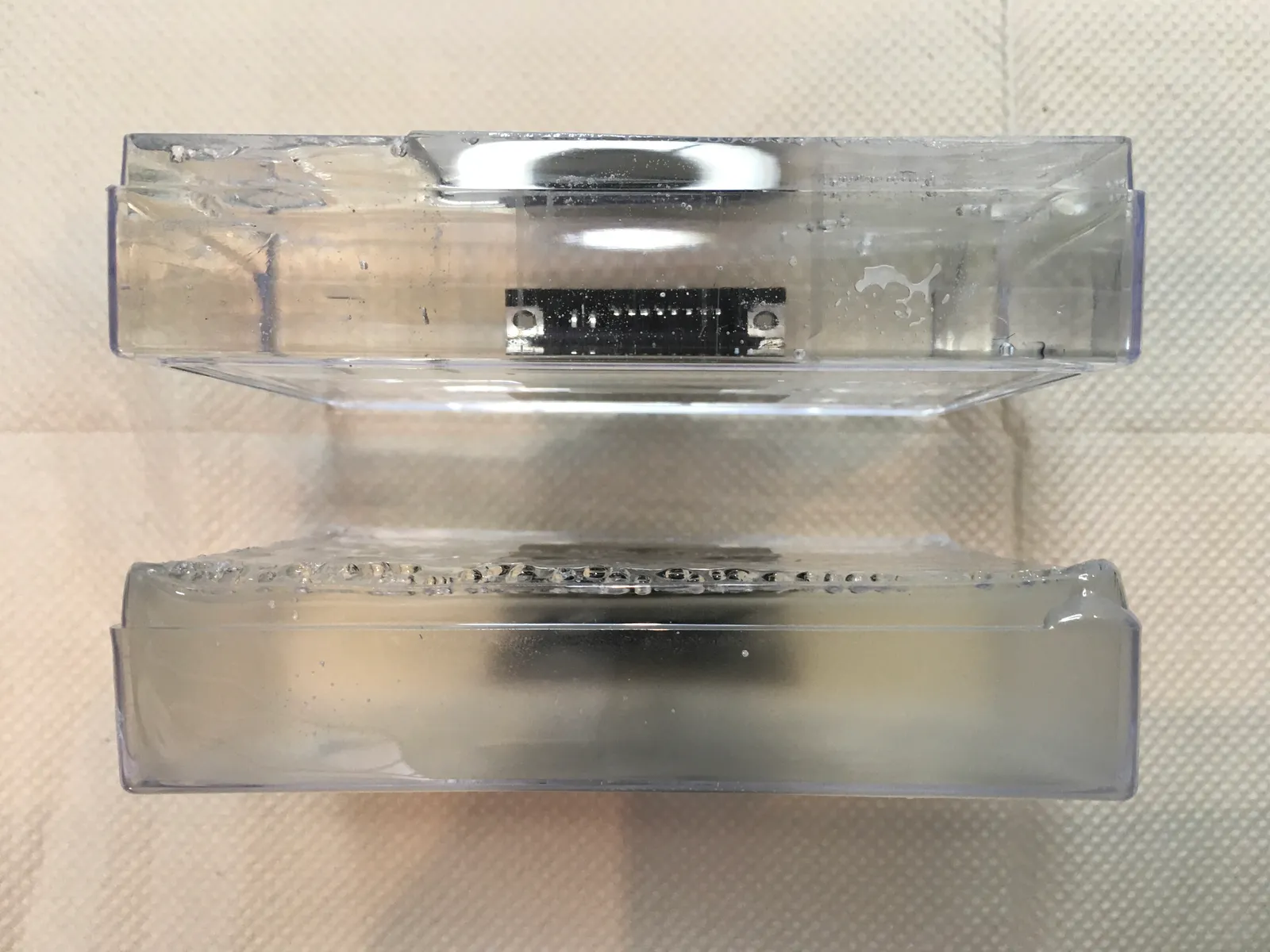
今回はこれらを意図的に全て破り、同じ試料・同じ樹脂を使って正常条件と並べて比較しました。 ■ 正常条件(対照) あらかじめ固めた樹脂(約100g)をケースに入れた上に液状の樹脂を追加し、風を当てて放熱しながら硬化させました。固形の樹脂はそれ自体が発熱に寄与しないため、液状の樹脂量が実質的に少なくなり温度上昇を抑えられます。 ■ 異常条件 ・配合比:主剤:硬化剤 = 10:3(通常の5:1に対して硬化剤が1.5倍) ・攪拌:最小限にとどめる ・放熱:風なし ・投入量:液状の樹脂を一度に180g投入 結果は想定を上回るものでした。樹脂の温度が30分で60℃を超え、残りの樹脂50gが入ったプラスチックカップが変形・溶解。モールドとして使っていたプラスチック製のケースも角が一部溶けて内側に曲がってしまっていました。硬化後の樹脂表面は沸騰後の泡のようなものが発生し、波打ち、内部が白く濁った状態が見受けられました。

常温硬化と加熱硬化(恒温機)の違い
エポキシの硬化速度は温度に強く依存します。温度が低いほど分子の反応速度が遅くなり、硬化に時間がかかります。低温のまま硬化させると、反応が不十分なまま固まって強度が出ないこともあります。 弊社の断面研磨では、常温硬化+送風による放熱を基本にしています。試料に余計な熱を加えず、暴走発熱も抑えられるためです。 一方で、恒温機(60℃前後)で軽く温めて反応を促し、硬化を進める加熱硬化を行うこともありますが、頻度は高くありません。断面研磨では試料への熱影響を避けたいため、80℃以上の高温で一気に硬化させるような使い方はしません。製品用途では加熱硬化を前提としたエポキシもありますが、目的が「固める」ことではなく「試料を壊さず観察する」ことである以上、温度はかけすぎないのが原則です。
硬化が遅い・固まらないときの要因
「待っても固まらない」「いつまでもべたつく」ときは、たいてい反応に必要な熱が足りていません。主な要因は次の3つです。 ・温度が低い:冬場や空調の効いた室内など、環境温度が低いと反応速度が落ちて硬化が遅れます。 ・硬化剤が少ない:比率を下回ると架橋が進まず、固まりきりません。 ・量が少ないのに放熱しすぎ:もともと発熱量が小さい少量の樹脂に風を当てると、熱が逃げて反応が自走せず、かえって硬化が進まなくなります。 つまり放熱は万能ではなく、樹脂量とのバランスで決めるものです。放熱は「発熱が大きいときの暴走対策」であって、少量の樹脂には不要なこともあります。どうしても進みが遅いときは、恒温機などで軽く温めて反応を後押しすることもあります。
異常硬化した樹脂で断面研磨するとどうなるか
断面研磨の目的は試料の内部を正確に観察することです。異常硬化が起きると、この前提が複数の箇所で崩れます。 表面の波打ちと内部の気泡は、温度の影響によるもので実際の基板に対しての影響は計り知れません。また、濁りによって見えにくくなり観察したかった部位が失われる可能性があり、その試料はやり直しが効きません。 また、白濁した樹脂は光学観察に向きません。マイクロスコープでの観察で樹脂と試料の境界が判別しにくくなり、どこまでが試料でどこからが樹脂かの確認が難しくなります。SEMでも樹脂の状態が観察に干渉する可能性があります。 今回の60℃台ではんだが溶けることはありませんが、熱によって試料のいずれかにに変化が生じたり、樹脂と試料の界面の状態が変わったりする可能性があります。樹脂埋めの段階で試料が変化してしまうと、断面観察で元の状態を確認することができなくなります。 今回の実験で作成した異常硬化試料は、実際に断面研磨を行って断面の状態を確認する予定です。研磨後の観察結果はこのページに追記します。(2026年6月現在、観察準備中)
樹脂埋めの段階からご相談いただけます
弊社では主に半導体の断面研磨をしていますが、ご要望いただければ特殊な素材の研磨なども行っています。断面を出したいが、何から始めればよいかわからない、という段階からでも構いません。まずはご相談をお待ちしています。