はんだクラックとは?原因・評価方法と断面研磨によるクラック率の出し方
X線で「クラックあり」は出た。でもクラック率が数字にならないと客先に持っていけない。断面研磨でクラックの起点・進行方向・進展率を測定し、交換・対策・経過観察の判断根拠をデータで提出します。
最終更新: 2026年6月26日
はんだクラックとは
はんだクラック(半田クラック・ハンダクラック)とは、基板上の部品とランドを接続するはんだ接合部に入る亀裂のことです。表記は「はんだ」「半田」「ハンダ」と揺れますが、いずれも同じ現象を指します。 主な原因は熱サイクルによる疲労です。電子機器は通電・停止のたびに温度が上下します。この繰り返しによってはんだ接合部に膨張・収縮が積み重なり、金属疲労としてクラックが発生します。部品と基板の熱膨張係数の差が大きいほど、接合部にかかる応力は大きくなります。 初期のクラックは導通を維持していることが多く、外観検査では検出できません。X線や超音波探傷(SAT)でおおまかな位置を把握し、断面研磨で断面を切り出して初めてクラックの状態を正確に評価できます。
なぜ同じ場所にクラックが繰り返し入るのか
熱サイクルを繰り返すと、はんだ接合部の内部にあるCu₆Sn₅などの金属間化合物層が再結晶化・粗大化していきます。はんだ本体より硬く脆いこの層が成長するにつれて応力に耐えられなくなり、界面付近からクラックが発生します。一度入ると、その箇所に応力が集中するため次のサイクルで進展が加速します。 鉛フリー(Sn-Ag-Cu系)はんだは共晶はんだより硬く脆く、クラックが発生してからの進行が早い。結晶粒の方位によっては短期間で一気に進むため、外見上は同じ部位でも挙動にばらつきが出ます。 部品を交換しても、熱膨張係数のミスマッチと使用環境が変わらない限り、交換後の接合部で同じプロセスが始まります。「交換したのにまた出た」はこの理由です。
クラックが加速しやすい条件
以下の条件が重なるとクラックの進展速度が上がります。 ・温度変化が大きい環境(車載・産業機器) ・高温と振動が同時にかかる用途(エンジンルーム周辺など) ・大型・重量部品(大型コンデンサ、コネクタ類) ・接合面積が小さい部品(QFN・BGA・チップ部品) ・Sn-Ag-Cu系鉛フリーはんだ使用基板 ・リワークを複数回行った接合部 車載のエンジンルーム周辺では-40℃〜+125℃の温度差が繰り返しかかります。民生品とははんだ接合部への負荷の水準がそもそも違います。 とくにBGAは接合部が部品の真下に隠れていて外から見えないため、はんだ不良の評価には断面観察が欠かせません。
放置すると何が起きるか
クラック初期は導通が維持されていることが多く、外側からは気づけません。内部では接触抵抗が上昇していて、発熱や信号遅延が少しずつ現れます。断続的な誤動作や再現性のない不良として出てくるため、電気系の問題なのか基板の問題なのか判別できないまま調査が長引きます。 接合部全域にクラックが到達すると機能停止します。車載・産業機器で市場発生が起きれば、大規模なリカバリーが必要になります。 根拠のないまま全数交換を繰り返しても、コストが出るだけで原因は残ります。クラック率が数値になれば、交換・対策・経過観察のどれが適切かを説明できる状態になります。
はんだクラック(半田クラック)の見つけ方・検査方法
はんだクラックの検査方法は、目的によって使い分けます。クラックの「有無・位置」を非破壊で調べる方法と、クラックの「進展度合い(長さ・クラック率)」を数値で出す方法は別物です。 初期のクラックは導通が維持されていて外観検査では見つかりません。X線や超音波探傷(SAT)でおおよその位置を絞り込み、最終的に断面研磨で断面を切り出して状態を正確に評価する、という流れが基本になります。
| 検査方法 | わかること | 限界 |
|---|---|---|
| 外観検査 | 表面に達したクラック | 初期・内部のクラックは見えない |
| X線検査 | クラックの有無・おおまかな位置 | 進展度合い(長さ)は数値化できない |
| 超音波探傷(SAT) | 接合面の剥離・ボイドの位置 | クラック長の定量は不可 |
| 断面研磨+顕微鏡 | 起点・進行方向・クラック率 | 試料を切断する破壊検査 |
X線やSATで製品にクラックが発見された。次に何をすべき?
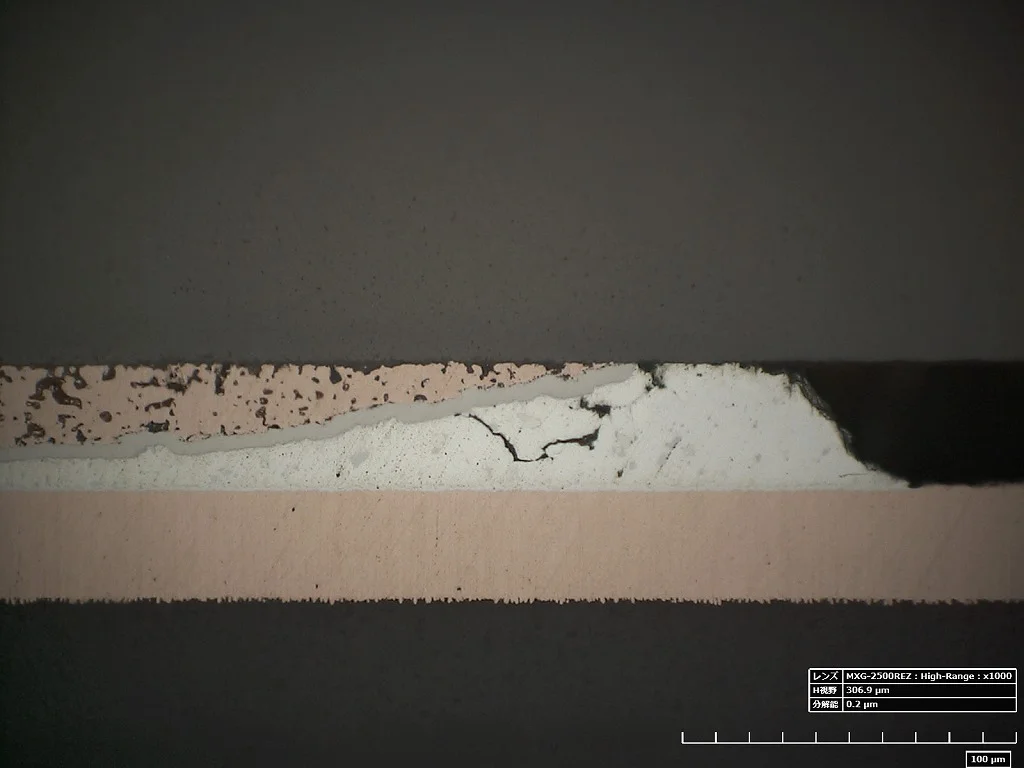
はんだクラック(ハンダクラック・半田クラック)は、X線や外観検査で「クラックあり」と確認できます。 ですが、クラックがどこまで進んでいるか数値で出ないと、客先への報告書は作れません。上司に「根拠は?」と聞かれても、「感覚的にまずそう」では絶対に通らない。かといって全数交換すれば余計なコストが出る。 X線が教えてくれるのは「クラックが存在する」という事実と、おおまかな位置だけです。クラックがどこを起点に、どの方向へ、どこまで進んでいるか——それは断面を切って研磨し、測長して初めて数値になります。
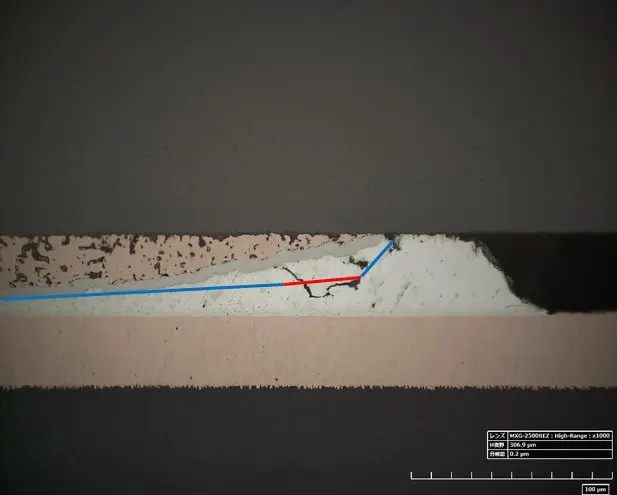
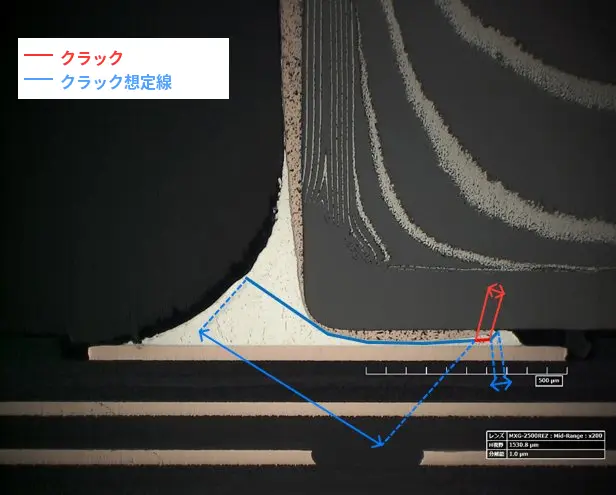
断面からクラック率を数値化する
クラック率は、はんだ接合部の最終クラック想定線(接続長全体)に対して、クラックが伸びている長さの割合です。 計算式:クラック長(赤線) ÷ 最終クラック想定線の全長(赤線+青線) × 100(%) 「最終クラック想定線をどう引くか」が測定精度の核心です。部品形状やクラックの進行状況によって基準線の取り方が変わるため、測定仕様を明確にしないと社内基準・客先基準と比較できる数値になりません。 また、断面には引け巣・ボイド・リフトオフなど、クラックに見える形状が複数存在します。それぞれをクラックとみなすかどうかの判断が測定者によってブレると、同じ試料でも数値が変わります。弊社は車載品の現場で積み上げた判定基準をもとに測定しており、数値の根拠を説明できる状態でデータを提出します。
まずはご相談ください
クラックの発生は把握されているものの、評価方法や確認箇所が定まっていない段階から対応可能です。 クラック率を参考値として算出し、交換・対策・経過観察の判断にご活用いただける数値データをご提供いたします。社内説明や客先報告においても、数字があるほうが根拠として通りやすくなります。 「どの箇所を観察すべきかわからない」「断面観察で何が確認できるか事前に知りたい」といった段階でも対応可能です。試料の状況・症状をお知らせください。 初回は1断面を無料で確認いただけますので、お気軽にお問い合わせください。